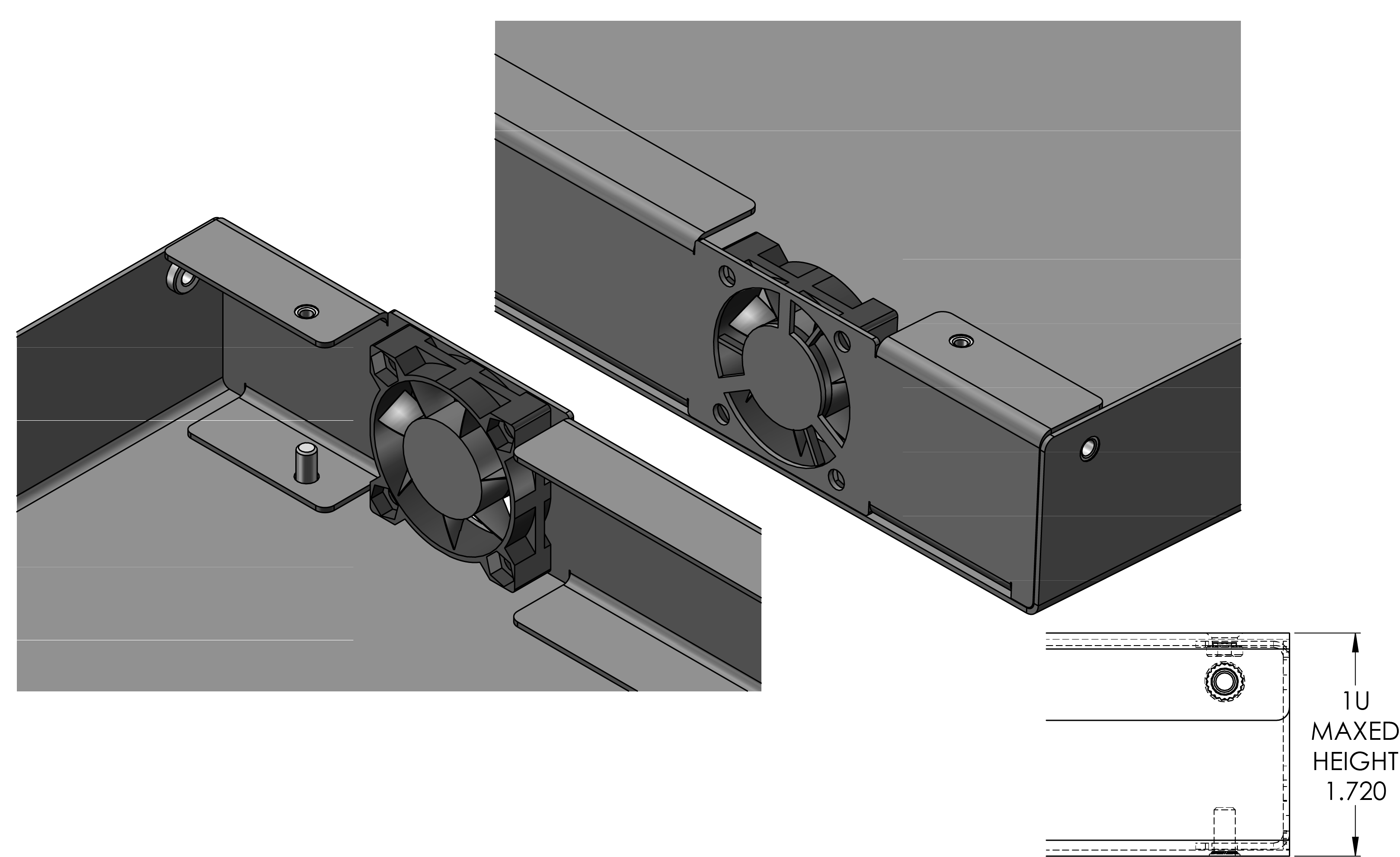
Sheet Metal Flange Height

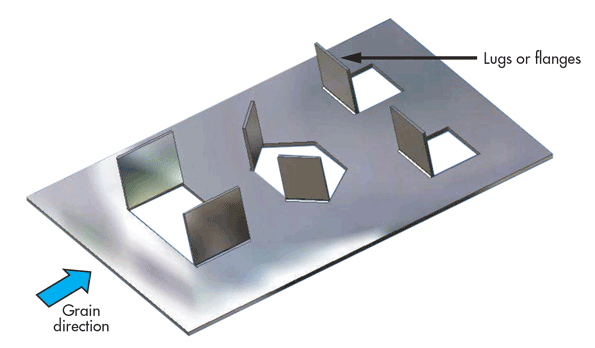
Sheet Metal Flange Features

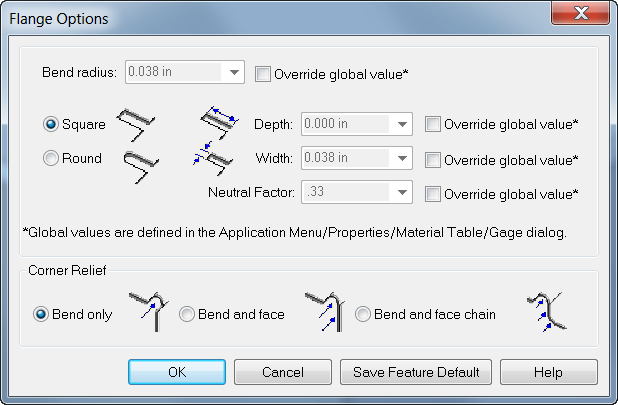
Autodesk Inventor 2013 Sheet Metal Flange Width Options
Sheet Metal Design Guidelines How To Design Good Sheet Metal Parts

Sheet Metal Design Guide Geomiq
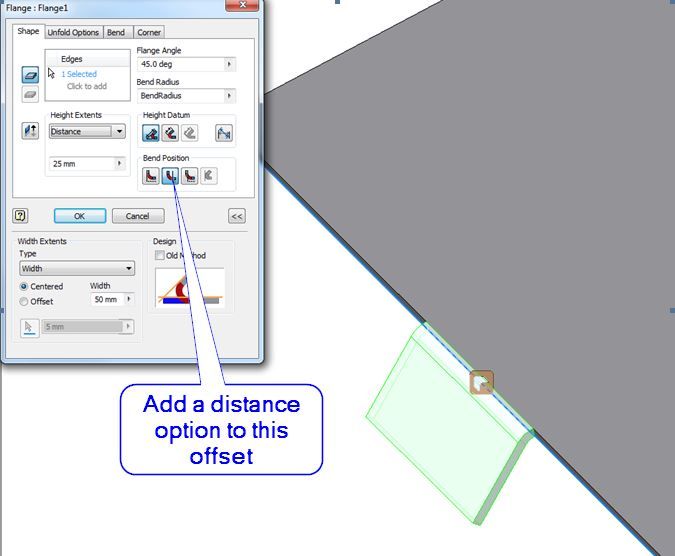
Inventor Sheet Metal Flange Offset Autodesk Community

Sheet Metal 180 Degrees Bend Flange Autodesk Community
In low carbon steel sheet metal the minimum radius of a bend should be one half the material thickness or 0 80 mm.
Sheet metal flange height.

Mechanical Design Tutorial Sheetmetal Design
Being Inventive Sheet Metal

Auto Vs Corner Relief In Solidworks Sheet Metal

Inventor Sheet Metal Adding Flanges In A Flash
What To Do When Cutouts And Other Components Need To Be Placed Close To A Bend Protocase Blog

Hole Flanging With Cold Extrusion On Sheet Metals By Fe Simulation Sciencedirect

Catia V5 Tutorial Surface Stamping Half Pierce Limit Height With Plane Sheetmetal Workbench Youtube
Following Dfm Guidelines For Working With Sheet Metal Machine Design
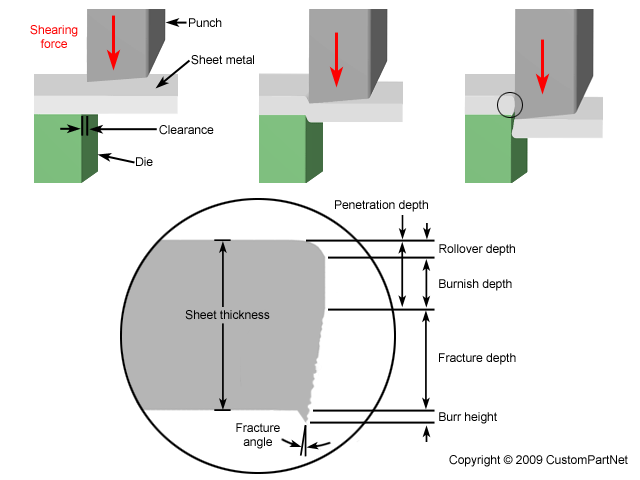
Sheet Metal Cutting Shearing

Solidworks Sheet Metal Tutorial Electrical Enclosure Youtube Sheet Metal Solidworks Sheet Metal Art

Solidworks Sheet Metal Tutorial Hopper Youtube In 2020 Sheet Metal Sheet Metal Drawing Metal Sheet Design

Flat Pattern Views For Sheet Metal Multi Body Parts

Solved Change Sheet Metal Bend Radius Autodesk Community Inventor

Solidworks Sheet Metal Tutorial Hopper Youtube Sheet Metal Sheet Metal Drawing Metal Sheet Design
Extruding Sheet Metal Model On Flange Onshape

Face And Flange Creation Fusion 360 Youtube

Solidworks Sheet Metal Tutorial Switch Box Youtube Sheet Metal Drawing Solidworks Tutorial Sheet Metal

Favorite Solidworks Sheet Metal Feature Tab And Slot
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcq Ezzigvpy99e1izogewhsfm Cw9r37y885aum1imvjg0nsrxh Usqp Cau

Youtube Solidworks Solidworks Tutorial Sheet Metal

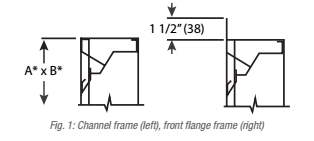
Flange Tubes B B Sheet Metal
Sheet Metal Reliefs And Corners Solid Edge
Louver Installation Sheet Metal Journal

To Work With Flanges In Sheet Metal Inventor 2021 Autodesk Knowledge Network
Source : pinterest.com
